
刘可欣,高 行,张旭光,支营营
(郑州安图生物工程股份有限公司,郑州 450000)
最近几年来,国内外有许多专家学者对热塑性半结晶塑料激光焊接工艺上的应用进行了较为深入的研究。在塑料激光焊接工艺参数方面,Haberstroh等[1]研究了塑料部件激光焊接所需的最优焊接工艺参数;
在工艺参数中,激光光斑的功率密度对激光焊接模式和焊缝成形的影响最为显著[2]。杜邦公司、TINOCA公司认为在热塑性塑料中,通过添加适量的激光吸收剂(如碳黑),可大幅度提高塑料材料对近红外激光的吸收率[3];
在现阶段,能够使用激光焊接的单种成分的塑料包括聚丙烯(PP)、低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)、聚碳酸酯(PC)、丙烯腈/丁二烯/苯乙烯三元共聚物(ABS)、聚氯乙烯(PVC)和尼龙(Nylon)等[4]。
聚丙烯(PP)材质化学相容性好、强度高适合作为核酸检测试剂盒使用。而PP材料本身不吸光,无法直接焊接,需要添加一定激光吸收剂来辅助焊接,且PP材料为半结晶塑料,融化温度不易控制。所以需设计合理材质、添加剂和参数来进行激光焊接。
在医疗器械领域塑料连接方式中,激光焊接有着很大优势。焊缝清洁,无颗粒物污染。采用红外激光束而非摩擦加热方式,因此焊接过程不产生颗粒物。同时可以精准地控制加热区的位置和大小,因此溢料控制更灵活简单。能量的高度集中意味着塑料的加热速度非常快,热影响区域控制精准。因此,非常适合医疗器械产品使用,不影响试剂性能且焊缝密封性好,较为美观。
本工件采用准同步焊接的形式进行焊接,焊接方式分为以下几种。
轮廓周线焊接:激光焊接头发出激光束,沿待焊接工件吸光层的焊缝移动,使透光层与吸光层逐渐熔化,上下工件逐渐熔接在一起,完成焊接。或对于圆柱套状等产品,激光沿被夹层固定激光束移动,以达到焊接的目的。
准同步焊接:准同步焊接方式是根据待焊接工件的焊缝形状调整激光束形状,使一束激光沿焊缝快速移动,然后均匀地加热焊接区域,并在焊缝处产生热量,待塑料熔融、凝固后便粘结在一起,完成焊接。其焊接轨迹是通过电脑端对焊接文件矢量模板进行处理,激光束沿焊接文件矢量模板所示的图形轨迹即产品的焊筋高速移动来实现焊接。
掩模焊接:该焊接方式多用于医疗产品微流控制等微流道结构的产品。掩膜焊接时,在激光焊接头和工件间插入一层掩膜,一列线状的激光束投射到待焊接区域,然后使激光束和待焊接工件作相对运动,由于掩膜的遮光作用,激光束只作用于工件上没有被掩膜遮住的区域,使焊接区域被加热熔化并粘结在一起,从而完成焊接。掩模可以类比为具有水印的遮阳板,有水印的地方光不能透过,而掩模板上镀有反射激光的物质,激光反射不能透过产品上不需要焊接的地方,没有反射的物质的部分用激光实现焊接。
同步焊接:同步焊接的方式接近超声波焊接,但同步激光焊接是焊接头不直接接触产品的非接触加工。同步焊接通过激光焊接光束同时发射激光,根据焊缝的几何形状调整激光束形状,使一束或多束激光同时投射到整个焊接区域,然后均匀地加热焊接区域,并在焊缝处产生热量,使整个轮廓线同时熔化完成粘接。
激光焊接结构一般设计为平对平结构、矩形T筋结构及带凹槽的矩形T筋结构,采用上层透明塑料透射+下层非透明塑料吸收激光原理进行焊接。激光焊接方式通常为单轨迹准同步焊接和同步焊接,利用光源产生高速激光束通过振镜的控制,激光沿着塑料焊接层的轮廓线移动并使其熔化,将塑料层逐渐粘结在一起;
或者将被夹层沿着固定的激光束移动达到焊接的目的。
在现有技术中,激光焊接结构平对平结构、矩形T筋结构在焊接过程中,融化的塑料在压具的作用力下会出现溢料的情况。普通带凹槽的矩形T筋结构可以解决焊接溢料问题,但易出现焊接不良,原因是上下工件在装配过程中定位不精确,过于依赖塑料工件加工精度及平整度,而塑料工件大部分为注塑工艺,无法完全解决收缩问题,所以平整度、公差会出现一定偏差,影响激光焊接效果。在产品装配且存在一定误差的情况下,增大激光覆盖面积可解决工件、装配误差问题,但是通过增加激光面积的直接方法来调整激光器对焦焦距,增大光斑面积,虽然覆盖面积加大,带来的问题是相同功率下焊接温度降低,需大幅提高焊接功率来达到焊接温度。若功率过大,焊缝会产生气孔,李姣[5]、吴鹏[6]的研究表明,ABS的激光焊接焊缝中在激光功率过高的时候会出现一些黑色孔洞,这是因为能量较大使得吸收层ABS的温度快速升高,一瞬间超过了ABS的热分解温度,产生了一些分子量稍小的聚合物,这些聚合物在显微镜下观察为白色晶体。该小分子量产物在温度偏高的情况下,易发生燃烧,产生氧化反应,同时放热,并产生气体一氧化碳,因此造成了一个个黑色孔洞。且工件材质为半结晶塑料,熔化及变形温度不好掌握,所以此调整方式弊大于利,且会减少激光器寿命。所以,合理的焊接工艺参数对于塑料激光焊接来说极为重要。
1.1 仪器与材料
100 W半导体振镜塑料焊接机,武汉华工激光工程有限责任公司;
冷藏试剂盒盒体,浙江拱东医疗器械股份有限公司;
冷藏试剂盒盒盖,东莞市合盛塑料制品有限公司;
泄漏测试仪ATEQ F6-C,阿黛凯检测技术(上海)有限公司;
密封性测试仪,济南百戈实验仪器有限公司。
1.2 方法
1.2.1 整体焊接过程
先将上层工件核酸检测试剂盒盖与下层工件核酸检测试剂盒置于载具上,并通过相互配合的凸凹式接头进行装配,定位好上层工件核酸检测试剂盒盖与下层工件核酸检测试剂盒的安装连接位置;
自动机械手将装配好的待焊接工件核酸检测试剂盒工件从载具上取出并装入激光焊接固定夹具中进行定位固定,然后透明亚克力板将待焊接工件压紧,使待焊接工件与焊接激光光束相对移动,使焊接激光光束按照预设的焊接参数,沿待焊接工件的凸凹式接头位置移动并将凸凹式接头熔融焊接连接在一起。
1.2.2 焊接参数
使用激光器参数见表1。

表1 使用激光器参数
对应焊接参数见表2。

表2 对应焊接参数
振镜抖动模式如图1所示。

图1 振镜抖动模式
1.2.3 参数确认过程
通过传统准同步焊接调试,焊缝质量较好,但是并不稳定。因为PP材质注塑尺寸缩水问题,不同批次试剂盒均出现焊线偏移、虚焊和漏液问题。经过调整后,焊线偏移、虚焊问题解决,漏液率显著下降到千分之一以下。
1.2.4 材质
上层工件核酸检测试剂盒盖为半透明本色PP材质,下层工件核酸检测试剂盒为黑色含吸光色母添加剂的PP材质,黑色色母配方为碳黑。
1.2.5 材质确认过程
测试0.3%、0.5%、1%和1.5%碳黑添加比例。通过肉眼观察对焊缝烟尘情况及焊缝气泡、空腔和碳化等外观进行评定,选取合适色母比例进行添加。
1.2.6 焊接结构
上层工件核酸检测试剂盒盖焊接槽为榫槽结构(图2),且盒盖本身有突出部分(图3)可以插入下层工件核酸检测试剂盒试剂槽内(图4),起到辅助定位作用。下层工件核酸检测试剂盒梯形焊接筋(图5)用于吸收透过上层工件核酸检测试剂盒盖的激光,融化并与上层工件贴合固定,梯形焊接筋同时起到装配定位功能。

图2 盒盖焊接槽

图3 盒盖结构

图4 盒底结构

图5 盒底焊接筋
1.2.7 焊接轨迹
焊接激光轨迹沿图6路径移动,且先走中圈再走外圈、内圈,焊接功率为最高功率40%~55%,焊接次数2~3次,达到使激光覆盖面积增大的效果。

图6 焊接轨迹设计
1.2.8 激光焊接工艺对核酸检测试剂盒的应用
激光焊接焊缝清洁,无颗粒物污染。采用红外激光束而非摩擦加热方式,因此焊接过程不产生颗粒物,对核酸试剂没有性能影响。核酸检测试剂盒中试剂对于部分材料有化学相容性问题,所以半结晶塑料(本试剂盒使用的为PP材质)适合作为核酸检测试剂盒的容器材质,而激光焊接对于此材质和试剂均有较好的相容性。
根据预试验结果、激光焊接机调试过程及厂家建议,对焊接功率、焊接速度、焊接圈数和光斑直径进行四因素四水平正交试验,见表3。

表3 因素水平表
2.1 色母比例试验
在塑料件模具定型后,对聚丙烯(PP)冷藏试剂盒盒体注塑配方中吸光色母进行试验,根据PP料透光率80%~89%、PP注塑成型参数和激光焊接机最大功率等,设置5组配方进行试验,肉眼观察焊缝烟尘情况及对焊缝气泡、空腔和碳化等外观进行评定,选取合适色母比例进行添加。详见表4。

表4 聚丙烯(PP)冷藏试剂盒盒体色母比例试验
2.2 正压密封性测试
根据表3进行四因素四水平正交试验设计,得到16组激光焊接参数试验组,每组进行焊接测试1 000个冷藏试剂盒样品,使用泄漏测试仪ATEQ F6-C做正压密封性试验,压力2 000 Pa,时间60 s,对焊接后的冷藏试剂盒样品进行密封性测试,表5为16组激光焊接参数试验组及对应的漏液比例。由正交试验结果可知,当激光焊接功率为50 W,激光焊接速度为1 000 mm/s,焊接圈数为3,激光光斑直径为0.8 mm时,此时漏液比例达到最低的0,对应的试验编号为9。

表5 正压密封性测试
2.3 水下负压密封性测试
根据表3进行四因素四水平正交试验设计,得到16组激光焊接参数试验组,每组进行焊接测试1 000个冷藏试剂盒样品,使用密封性测试仪做水下负压密封性试验,压力-0.08 MPa,时间30 min,对焊接后的冷藏试剂盒样品进行密封性测试,表6为16组激光焊接参数试验组及对应的漏液比例。由正交试验结果可知,当激光焊接功率为50 W,激光焊接速度为1 000 mm/s,焊接圈数为3,激光光斑直径为0.8 mm时,此时漏液比例达到最低的0,对应的试验编号为9。
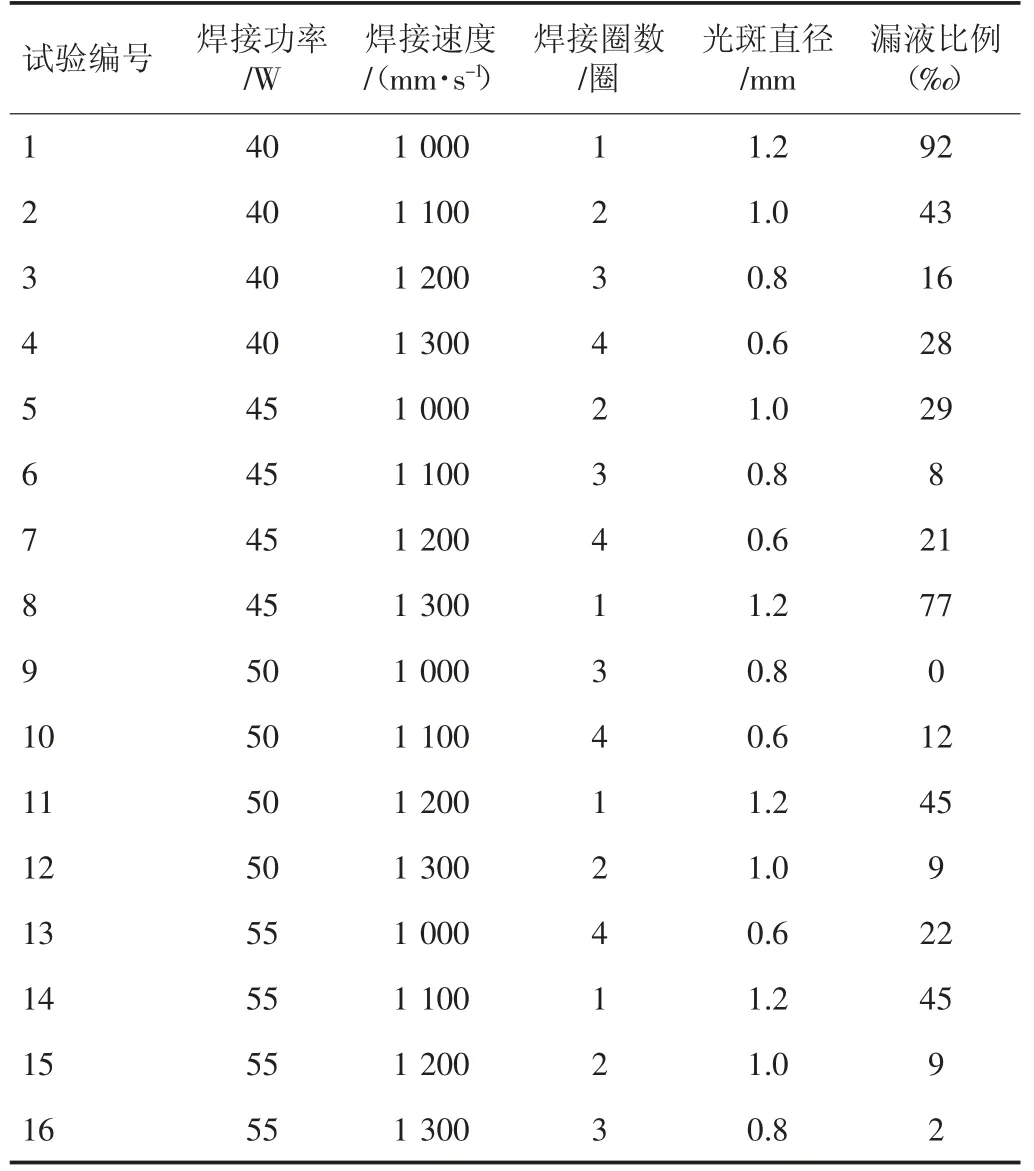
表6 水下负压密封性测试
2.4 剪切拉伸测试
剪切拉伸强度测试参照国家标准:ASTMD1002—10《拉伸剪切强度测试标准》,使用电子万能试验机做剪切拉伸试验,对焊缝进行可承受的剪切载荷测试,拉伸行程最大为500 mm,拉伸速度为0.1~500 mm/min可调,拉伸剪切试验使用的拉伸速度为2.0 mm/min。
并且计算出剪切强度,每组参数测试100个冷藏试剂盒样品,取剪切强度的平均值为该参数下的剪切强度。由正交试验结果可知,当激光焊接功率为50 W,激光焊接速度为1 000 mm/s,焊接圈数为3,激光光斑直径为0.8 mm时,此时焊缝剪切强度最高,为37 MPa对应的试验编号为9。详见表7。

表7 剪切拉伸测试
2.5 大批量密封性测试
由正交试验结果可知,当色母添加比例为1%,激光焊接功率为50 W,激光焊接速度为1 000 mm/s,焊接圈数为3,激光光斑直径为0.8 mm时,此时漏液比例达到最低,焊缝剪切强度最高,以本组参数进行设备自动化焊接测试10 000个冷藏试剂盒样品,使用密封性测试仪做水下负压密封性试验,压力-0.08 Mpa,时间30 min,使用泄漏测试仪ATEQ F6-C做正压密封性试验,压力2 000 Pa,时间60 s,对焊接后的冷藏试剂盒样品进行密封性测试,漏液比例为0,且焊缝清洁无烟尘,焊缝内部无气孔的存在。
在通过对冷藏试剂盒塑料激光焊接结构及焊接工艺进行系统研究,采取梯形焊接筋配合焊接槽结构组合,使用单圈多轨迹激光路径、调整不同内外圈焊接次序、焊接功率和焊接速度控制焊接温度,增大激光覆盖面积克服装配系统性误差,在不改变激光器对焦焦距的前提下降低激光器使用功率,增加激光器寿命,得到焊缝剪切力最大的焊接效果,四因素四水平正交试验结果表明影响漏液比例、焊缝剪切强度的主要因素为焊接圈数及焊接功率。
当色母添加比例为1%,激光焊接功率为50 W,激光焊接速度为1 000 mm/s,焊接圈数为3,激光光斑直径为0.8 mm时,此时漏液比例达到最低的0,焊缝剪切强度最高,为37 MPa,且焊缝清洁无烟尘,焊缝内部无气孔的存在,此时焊缝剪切强度最高。
猜你喜欢 密封性核酸剪切 全员核酸中国慈善家(2022年3期)2022-06-14核酸检测点上,有最可爱的平江人现代苏州(2022年9期)2022-05-26第一次做核酸检测快乐语文(2021年34期)2022-01-18膜式燃气表机芯密封性检测装置及方法煤气与热力(2021年5期)2021-07-22东天山中段晚古生代剪切带叠加特征及构造控矿作用矿产勘查(2020年11期)2020-12-25核酸检测中国(俄文)(2020年8期)2020-11-23TC4钛合金扩散焊接头剪切疲劳性能研究航空发动机(2020年3期)2020-07-24发动机装配过程中火花塞孔密封性测试失效问题分析和解决制造技术与机床(2019年11期)2019-12-04混凝土短梁斜向开裂后的有效剪切刚度与变形西安建筑科技大学学报(自然科学版)(2016年1期)2016-11-08土-混凝土接触面剪切破坏模式分析铁道科学与工程学报(2015年4期)2015-12-24